- 软件



/中文/

/中文/
/中文/

/中文/

/中文/

/中文/

/中文/

/中文/

/中文/

/中文/
 7-zip下载v18.03 简体中文美化版
7-zip下载v18.03 简体中文美化版 Bubble Math(泡泡数学)v1.0 电脑版
Bubble Math(泡泡数学)v1.0 电脑版 EditPad Pro(多功能文本编辑器)v7.65 中文版
EditPad Pro(多功能文本编辑器)v7.65 中文版 Easy Equation Solver(在线方程式计算器)v1.8 官方版
Easy Equation Solver(在线方程式计算器)v1.8 官方版 ScanTransfer(无线传输工具)v2018 官方版
ScanTransfer(无线传输工具)v2018 官方版 彗星QQ资源文件读取器v2.1 绿色免费版
彗星QQ资源文件读取器v2.1 绿色免费版 Flash Renamer(批量重命名软件)v6.9 官方版
Flash Renamer(批量重命名软件)v6.9 官方版 动书编辑器(motionbook)v2018 官方版
动书编辑器(motionbook)v2018 官方版 字由客户端v2.0.0.4 官方版
字由客户端v2.0.0.4 官方版 Notepad2书签版(Notepad2 Bookmark Edition)v5.1 官方版
Notepad2书签版(Notepad2 Bookmark Edition)v5.1 官方版软件Tags:
mastercam9.1是一款CAD/CAM软件,该软件主要针对基于PC应用而开发,方便用户操作,提高工作效率,软件支持手动二维绘图功能,通过共享绘制的二维数据可以使其以三维实体模拟显示,可以让设计师清晰的看到自己设计的作品,以此作为参考,可以对其进行不足修改,软件支持曲面设计功能,支持多个二维设计图体素拼合功能,让用户体验感更强,除此之外,系统内置了数控编程面板,设计刀具路径摸拟模块,采用多性能的仿真技术,可以帮助设计师完成所有复杂的曲面零件以及曲面精细加工过程,想要了解以及需要的用户可以下载体验

新的Backplot控件
现在,您可以在4轴和5轴刀具路径的后图中查看刀尖运动,还可以选择显示刀具轴矢量。
曲线5轴加法
· 支持检查表面。
· 深度切割控制(类似于2D轮廓和凹槽)允许沿工具矢量多次通过,简化了对每次通过时要移除的材料量的控制。
· Multi Passes控件(类似于2D Contour)可实现工具的多次步进,从而可以更好地控制切削。
· 与版本9.0中引入的Msurf 5ax功能类似的轴限制现在包含在曲线5轴中。此功能生成的刀具路径输出不会超过机床的轴旋转限制。
· 9.0版Msurf 5轴中引入的点生成器也已添加到版本9.1的曲线5轴。此选项使您可以更好地控制法线矢量角度急剧变化的区域。
切屑5轴加法
· 支持检查表面。
· 深度切割控制(类似于2D轮廓和凹槽)允许沿工具矢量多次通过,简化了对每次通过时要移除的材料量的控制。
· Multi Passes控件(类似于2D Contour)可实现工具的多次步进,从而可以更好地控制切削。
· 与版本9.0中引入的Msurf 5ax功能类似的轴限制现在包含在曲线5轴中。此功能生成的刀具路径输出不会超过机床的轴旋转限制。

· 启用深度削减或多次通过时切割单向或锯齿形的选项。
· 9.0版Msurf 5轴中引入的点生成器也已添加到版本9.1的曲线5轴。此选项使您可以更好地控制法线矢量角度急剧变化的区域。
流动5轴添加
· 深度切割控制(类似于2D轮廓和凹槽)允许沿工具矢量多次通过,简化了对每次通过时要移除的材料量的控制。
· 9.0版Msurf 5轴中引入的点生成器也已添加到版本9.1的曲线5轴。此选项使您可以更好地控制法线矢量角度急剧变化的区域。

多表面5轴加法
· 深度切割控制(类似于2D轮廓和凹槽)允许沿工具矢量多次通过,简化了对每次通过时要移除的材料量的控制。
校验
从天狼星发动机到MachineWorks过渡® 发动机刀具路径验证已经完成。现在只使用LightWorks代码,我们可以专注于解决更多请求并修复更多错误。在此版本中,您会发现TrueSolid验证的速度和质量得到了显着提升。
轮廓 - 引入/引出控制
根据客户要求对引入/转出功能进行了重大补充。每个增强功能都解决了过去需要实现重大变通方法的需求。

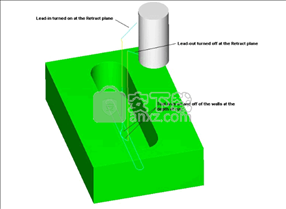
在第一次和最后一次移动之前暴跌
当在工具处于切割深度时没有足够空间来转动刀具补偿的狭窄空间中工作时,此选项很有用。启用后,刀具补偿发生在最高限定平面上,然后刀具切入所需深度并执行第二次引入移动。 在最后一次移动之前使用时,工具离开零件,然后缩回到最高限定平面并关闭补偿。下图显示了切割槽太窄而无法在切割深度打开补偿时的刀具运动。
覆盖进给率
您现在可以更好地控制引入和引出移动的进给速率,从而可以以最佳速度拨打所需的光洁度。
调整轮廓的开始/结束
这个新想法来自几个欧洲经销商,他们需要更多地控制带有固体的刀具路径。此选项允许您在进入和退出移动之前延长或缩短链。在控制中使用补偿时,这尤其有用。输入刀具直径的百分比来控制距离。
以下示例显示刀具路径延伸了刀具直径的50%并具有切线入口运动,因此在刀具接近零件之前完全打开补偿。出口将轮廓延伸50%,以便在关闭补偿之前工具没有材料。

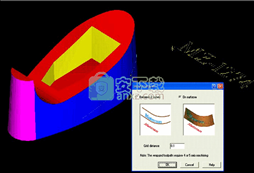
薄壁口袋
这个新选项可以更好地控制精加工薄壁袋。它允许您控制每个精加工道次相对于深度切割的深度。要启用这些选项,您必须使用深度切削,因此口袋刀具路径中有多个粗加工过程。您还必须取消选中“粗加工所有口袋后机器加工过程”复选框。然后在Thinwall复选框上选择并打开对话框。以下对话框屏幕截图显示系统在每次粗加工过程中在Z中进行两次精加工,其自动显示最大计算的精加工深度。
口袋和轮廓 - 支持带槽,切割器的底切
添加了在粗糙口袋,粗糙轮廓和完成轮廓中加工底切的功能。 使用Slot,Dove和Lollipop工厂,您现在可以创建受到凿孔保护的底切。9.1版可以补偿工具形状并保护工具的柄部不会碰到材料。

最小化添加到粗糙和完成轮廓的埋葬选项
在“完成”或“粗糙轮廓”中选择“优化”选项后,可以选择“最小化埋葬”选项。此选项将收回工具,因为它可能会遇到双方的库存,因为它在老板周围工作。取消选择Optimize后,Mastercam会按Z级别切割零件,并可能产生比预期更多的缩回。优化使Mastercam保持在一个区域,直到完成所有Z级切割。选择最小化埋葬后,工具将停留在某个区域并尽可能多地进行Z切割,直到遇到来自其他区域的库存。然后它将收回并重新定位。
按最小距离完成浅层有序切割
此新选项可为某些几何条件创建更高效的刀具路径。
鼠标滚轮支持缩放
9.1版现在只需在配备此设备的鼠标上滚动鼠标滚轮即可支持放大和缩小功能。Home键也可用作“Fit”命令。
支持打印和绘图中的特定线宽
您现在可以控制在打印和绘图过程中创建的线条的宽度。简单的界面允许您按颜色设置所需的宽度,以允许绘图和打印的宽度不同。
Visual Basic ®支持
现在,所有Mastercam产品(Entry除外)都可以支持用Microsoft Visual Basic编写的脚本。按[Alt + C]并选择MCAMVB.DLL。提示输入VBS文件时,从Data目录中选择EXAMPLE.VBS。这个非常简单的示例要求屏幕上至少有一个实体。
设计,车床,铣床和线缆9.1版本与Router 9项目一起开发,9.1开发周期中的大部分更改都集中在路由器产品中。 与此同时,CNC软件公司利用时间在Mastercam Design,Lathe,Mill和Wire中加入了新的选项。
此实用程序已得到增强,允许对内部和外部几何体进行不同的属性设置,例如级别和颜色。此更改将使窗口链更容易,因为您可以关闭其中一个级别或使用颜色屏蔽选项。

Lathe Mill / Turn刀具路径现在支持TrueSolid验证。
此外,在车床版本9.1中使用验证时,请注意所有ID刀柄(圆形和矩形)均表示为矩形刀柄,所有矩形尺寸均为实际尺寸。圆柄支架的矩形厚度等于刀片+ 0.125mm或0.05英寸,宽度等于刀具描述中规定的刀柄直径。
验证结果与工具描述和零件边界中指定的实际形状相符。但是,在使用圆柄刀架验证操作时,您可能会看到矩形形状表示似乎与工件碰撞,而实际上没有发生碰撞。这只是一个直观表示,不会报告任何碰撞,因为验证使用圆柄配置文件进行碰撞检测和报告。
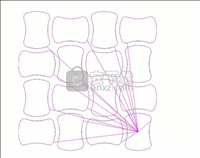
辅助菜单上有一个新的“ 线程/剪切”按钮,它取代了STCW按钮。版本9.1消除了全局STCW菜单,该菜单允许用户仅为“开始”,“线程”和“切割点” (STC)创建一个点。 虽然这对于单个轮廓是有用的,但是在选择多个轮廓时变得不切实际,通常导致“蜘蛛网”刀具路径,所有通道最终返回到唯一的STCW点。
现在有两种Thread / Cut方法可供选择。 使用新的螺纹点样式时,不必对每个螺纹点使用互补的切割点。 新切割点样式将最常用于定义独特的切割位置。 如果在没有相应切割点的情况下使用新的螺纹点样式,则在选择自动位置切割点时,导线将返回到螺纹点或螺纹距离。
线程和切割点样式也是关联的,因此用户可以轻松地将线程点拖动到现有钻孔起点的中心,或者通过在操作完成后移动点进行简单修改。 使用旧的STCW,这些点不是关联的,必须重新链接。

跟踪 粗糙和完成过程之间的线方向
用户现在可以在从粗略传递(选项卡之前)转换到选项卡之后完成传递时具有更高效的刀具路径。 在版本9.0 SP2中,反向剪切导致返回到线程点以在剪切选项卡后开始最终完成传递。

持全360度弧
通过对帖子的一些简单更改,现在可以输出完整的圆圈作为单个360度弧线移动而不是两个180度移动。 有关详细信息,请参阅UpdatePST9.HLP文件。
1、下载并打开安装数据包,双击应用程序,进入安装界面

2、弹出新窗口,选择第一个程序安装,点击即可进行下一步

3、弹出新窗口,选择第一个程序安装,点击即可进行下一步

4、弹出安装界面窗口,阅读安装向导,点击下一步按钮进入下一安装界面
5、点击阅读安装许可协议,点击并勾选我同意安装许可协议按钮,点击下一步按钮
6、弹出安装界面窗口,输入您的信息,可以忽略

7、选择您熟悉的语言进行程序安装

8、点击浏览按钮,选择安装应用程序文件夹,选择安装路径,然后点击下一步

9、阅读安装信息,核对安装路径是否无误,然后点击下一步安钮

10、等待安装进度条加载完成,需要等待几分钟

11、弹出完成安装界面,点击“完成”按钮即可

1、打开解压好的“V91SP2升级包”文件夹,运行setup.exe进行升级安装(专用于winxp sp2系统补丁,现在的电脑大部分是sp3系统可以不安装);

2、再进入“Crack”文件夹进行mastercam9.1破解程序;

3、双击“mastercam_v9.1 crack解密”--选择“iso-mc91.exe”--勾选好“make backup copy of patched files”--路径选择mastercam的安装目录“C:\Mcam9”--“一路next”即可。

4、然后进入“MasterCAM V9.1sp2简体中文汉化补丁”文件夹,双击exe文件进行程序汉化;

5、打开“C:\Mcam9”目录,你会发现出现“CHI--中文”和“ENG--英文”两个图标,点击“CHI--中文”图标后,再运行mastercam9.1主程序即为中文版本。

1、版本9.1免费提供MCU Light v2.1(MetaCut Utilities的一个重要子集)。Mastercam 的MCU Light OEM版本需要Mastercam安全设备(SIM)。MCU Light不包含在Design中。

2、MCU是一套功能强大的工具路径实用工具,可迅速成为整个工厂的必备工具。MCU直接与Mastercam集成,也可作为独立应用程序,帮助您在后期处理之前和之后解决问题并分析您的刀具路径。
3、完整版MCU包括G代码验证,图形编辑和比较,NCI文件的多轴背图等等。随着MCU的新功能发布,您可以通过下载和请求试用版免费试用它们。与您的Mastercam经销商联系或访问 MetaCut网站,了解最新发布的MCU功能和版本。
4、 多个副本” 对话框已更改,因此您可以输入门之间的距离,而不是输入之前包含门宽度的间距值。在微软阅读能力Ò Excel文件也被添加。必须在您的系统上存在Microsoft Excel才能使其正常工作。门demo.xls已经安装在Mcam9 \ Data 目录中。即使看起来显示正确的路径,也务必导航到系统上的此文件。电子表格中的第一列用于宽度,第二列用于高度,第三列用于数量。
5、添加了此C-Hook,允许您沿曲线或实体链放置文本。在启动C-Hook之前,您需要在屏幕上显示2D曲线。在下图中,“e”和“r”之间的距离在“ 高级” 对话框中已更改。您可以通过按[Esc]或选择“ 备份”之前选择“ 备份”来返回“文本链”对话框。

6、工具参数”选项卡上的工具信息不再像在路由器版本8中那样被禁用。并且刀片路径,轮廓,深度切割,锥形墙不再像在路由器版本8中那样被禁用。

7、“工具参数”选项卡有一个新的右键单击菜单,允许您轻松保存当前操作的参数,而无需选择“ 主菜单”,“NC工具”,“定义”。ops。这适用于所有Mastercam刀具路径。
8、创建,圆角,清除,这种对圆角的添加在两条线的交叉点处在几何体中产生气泡。它仅适用于线条,而不适用于弧线或样条线。此功能主要用于软体家具行业,并允许内角的过度切割,使得交叉的凸形件的外侧尖角适当地配合。通常使用比工具半径稍大的半径来产生气泡。链接的工作方式与普通切片相同。除非您 选择了“ 全部”选项,否则链的方向很重要。Mcam9 \ Router \ Mc9 \ clearance fillet.mc9是一个典型的家具部件,已经创建了间隙圆角。

9、该见微知著卷机选项已被添加。路由器版本8没有选项,因此它总是发生硬编码。现在可以在雕刻中使用直刀切割粗糙的地板。无需使用Pocket工具路径。如果选择了直刀,则“雕刻参数”选项卡上还有一个附加选项可输入计算偏移的角度。这将使直线工具远离几何形状,使V形槽切割器的尖端远离几何形状的距离。如果您想要在完成道次上移除V型槽铣刀的额外剩余库存,请使用XY库存离开。确保不要留下超过V型槽铣刀的小直径。如果您选择的直刀具太大而无法完全清理拐角,则重新加工选项可能是您需要使用的下一个刀具路径。

数据库编号请求
9926:添加了Backplot支持以模拟子主轴操作。
12994:为变量“lstation”的“工具参数”对话框添加了编辑控件。它被写入参数14的1016行(与Mill相同)。该参数用于指示炮塔位置或站点。
15372:已为条形停止操作添加了支持。这在杂项操作库存增加功能中处理,并受特定的配置支持。
17081:增加了对ID操作设置不同工具许可的支持,而不是OD操作。ID操作需要非常小的间隙以避免碰撞警告,但OD操作需要更大的间隙以确保安全。可以为每个操作单独设置刀具间隙。下图显示了可用选项,可从“车床作业设置”对话框访问这些选项。
17912:版本9车床教程已使用公制零件, 公制工具和公制参数值发布。此版本以Adobe Acrobat(PDF)格式提供。联系您的Mastercam经销商以获取副本。
18142:允许在X或Z中补偿镗杆尖端补偿,以便尖端正确移动以适应工具的方向。
18165:在TrueSolid模式的Verify for Mill / Turn中添加了支持。这包括动态平移,旋转或缩放的功能。
18262:增加了在固定循环内控制切入切口的功能。并非所有机床控制器都能处理底切,因此您只需在控制器支持时就需要发布问题3057以启用底切。插入参数现在可用于罐装粗加工。有关示例,请参见下图。
18528:这与请求#18262相同并已实施。
18532:使用旋转轴展开功能时,可以创建刀具路径而不输入直径值,因此使用默认设置1.这有时会导致刀具路径不完整或出错。现在必须在“旋转轴”对话框中输入直径值,否则您将无法退出对话框。
19327:如果未选择几何图形,则向其他操作添加警告。并不总是需要选择几何体,因此警告是个好主意。
19639:降低CSS和Feed rate字段中的最小值以接受任何5位小数的值。使用后期问题3010和3011设置最小进给速率,并且已经调整以允许较低的进给速率。
21038:与请求#19639相同并已得到解决。
21251: 在车床中定义钻头时启用“材料CS%”字段。此选项以前已禁用。这允许基于用户定义的百分比更多地控制RPM。
代码解决错误
19412:添加了控制Groove Finish刀具路径中45度间隙移动距离的功能。在“快速完成”刀具路径中,唯一的控件是调整“作业设置”中的“刀具间隙”值。请注意下面的图片。
19422:调整Groove Rough参数中的默认步长量。在公制模式下,默认步长为2.0毫米。对于大多数凹槽刀具路径而言,该量太大,并且可能导致库存碰撞错误。这已得到纠正,默认步数已设置为工具宽度的百分比。
19464:在LATHE9.TXT 文件中,菜单1 {“查看车床工具几何:”“和文件保存”,“和级别保存”,继续“}已更正为”&继续“。
19544:在验证凹槽刀具路径时,特定的车床文件导致Mastercam崩溃。使用LightWorks的新验证API已更正此问题。
19647:修正了Lathe视图矩阵以处理View 12中的弧(左手矩阵)。车床没有正确处理视图12中的弧 - 您必须在不同的视图中重新创建弧。
19875:调整粗加工刀具路径中的重叠选项,使其在弧上的行为与在所有其他情况下相同。
20112:调整Canned Rough和Canned Finish刀具路径中的算法,以便它们使用相同的Roll around角值并将相同的轮廓输出到后处理器,而不是在Longhand代码中输出完成刀具路径。
20132:粗加工刀具路径偶尔不会将选定的轮廓完全切割到中心线。相同的应用程序在版本8中正常工作。在中心线处启动链条导致库存边界失败,但已得到纠正。
20155 :与Bug#19647相同并且已得到纠正。
20167:与Bug#20132相同并且已得到纠正。
20192:分析样条曲线时,如果Cplane设置为+ DZ,则提示区域中显示的Start Z和End Z值不正确。如果Cplane设置为Top,则值正确。这已得到纠正。
20203:如果您编辑了操作中使用的工具,则会导致操作被标记为重新生成。如果重新生成操作并将其张贴,则NCI中的最大主轴速度设置为0(零)。如果随后打开了操作,则最大主轴速度设置为5000.如果随后关闭操作而不更改任何内容,则操作被标记为脏,因为最大主轴速度已更改。此问题已得到纠正。
20216:在车床操作中,由于第一次切割的切割深度,工具应该快速从参考点进给。这已被修复,因此如果在第一切割深度处没有切割,则工具急剧到第二切割深度的开始。
20255:修复了如果系统单元在加载零件时发生更改(例如,从英寸到公制)并且创建了新工具的情况,则默认为错误的单位。通过在读取MC9文件后重新初始化车床工具类来修复此问题,以使单位匹配。
20257:如果您启用了工具后退偏移号,则Groove工具路径导致“偏移链上的工具冲突”错误。工具路径是正确的,但错误消息是错误的。这已得到修复,因此您只会收到警告真正的碰撞。
20334:使用“操作管理器”,“从库中获取”功能,无法从特定文件导入所有操作。这是一个示例文件(QUICK FINISH.MC9),并且修复了自定义工具,并且错误已得到纠正。
20386:更改完成操作中的导入 /导出导致不正确的碰撞警告消息。这已得到修复,因此您只能收到真正碰撞的警告。
20397:选择刀具将设置刀具路径的默认粗略方向和补偿方向。然后,您可以更改参数,例如切割方向,以便以不同的方式使用该工具。但是在更改刀具路径参数后,如果再次重新选择刀具,切削方向将更改回原始设置。已经通过在已经选择工具时不从工具设置参数来解决这个问题。
20407:与错误#20132和20167相同并已更正。
20428:弧在粗糙和完成中移动刀具路径可以分为两个移动,具体取决于插入参数设置。使用间隙角时,电弧移动被打破。使用工具宽度时,弧形移动不会被破坏。这已经过校正,因此在使用间隙角时,弧线移动不会被破坏。
20594:已更正 固定ID粗加工刀具路径,因此它们无法再将错误定义的边界传递给后续操作。
20598:修复了使用TrueSolid或标准模式以度量标准验证时“Kernel32.dll中的非法操作页面错误”错误消息。
20615:在“C轴面轮廓参数”选项卡中,“多个通过”按钮具有“机器完成通过”单选按钮,该按钮在重复进入此对话框时不会保持选中状态。这已得到纠正。
20625:创建C轴十字钻刀具路径时,旋转轴默认为Y轴。如果在配置文件(lathe9.cfg,lathe9m.cfg等)中将旋转轴默认更改为C轴,则无效。这已得到纠正。
20631:更正了在V9.0中读取MC7文件时收到的“损坏的文件”错误消息。该文件将正确读入8.1版。通过在读取旧文件时不查找某些自定义工具参数来纠正这一点,因为软件的这个方面在不同版本之间已经改变。
20646:当使用带有面钻孔刀具路径的Y轴旋转并平行于旋转轴钻孔时,在孔之间会得到G80,但此代码不正确。现在使用旋转轴钻孔检查钻孔方向是否与旋转轴平行。以前,它仅检查此设置以进行面钻孔操作。
20647:在面钻中,如果在“旋转轴”对话框中从C轴切换到Y轴,则不保留设置。在交叉钻孔中,如果在“旋转轴”对话框中从Y轴切换到C轴,则不会保留设置。这已得到纠正,因此不会根据刀具路径类型强制旋转轴选项。提示:如果您想要C轴运动,则使用面钻或铣削钻孔。如果您想要Y轴运动,请使用交叉钻孔或铣削钻孔。如果您不想旋转运动,请使用铣削钻孔。
20674:创建C轴交叉钻取刀具路径时,如果打开“刀具/构造平面”对话框,则操作将标记为脏并且原点位置已更改。这被改为Mill Bug#20676并已修复。
20729:在“链管理器”对话框中,从右键单击菜单中选择“添加链”时,您无法选择实体链。所有车床功能都添加了固定链接。您无需拥有Mastercam Solids许可证即可实现稳固链接。
20747:更正了辅助菜单中的Cplane / Gview显示。在Lathe中,如果将Cplane更改为+ XZ,则辅助菜单显示+ XZ。如果您随后将Cplane更改为-XZ,则辅助菜单现在显示3D。应该显示-XZ。如果选择了Gview Top,则辅助菜单上的Cplane更改为-XZ。
20787:修正了Groove Finish刀具路径上的错误进给速率模式(IPM而不是IPR)。使用Groove Rough刀具路径输出正确的值。如果您发布了两个刀具路径,则可以看到粗加工刀具路径中-0.02在完成刀具路径中变为0.02。这仅发生在链式凹槽中,而不是1个点,2个点或3个线槽。已更正此值以使用正确的单位输出进给速率。
20788:与Bugs#20155和#19647相同并且已得到纠正。
20794:在与库存边界相同的Z深度处结束的钻取刀具路径创建了不正确的库存边界。这已得到纠正。
20797:在“车床工具”对话框中,帮助按钮不适用于所有选项卡页面。 它适用于车削,镗孔和自定义工具标签,但不适用于凹槽,螺纹或钻头标签。这已在帮助文件中得到纠正。
20913: Operations Manager中的重新排序操作可能导致特定实例中的工具运动不正确。这已得到纠正。
20957:与错误#20747相同并且已得到纠正。
20965:与错误#20132,#20407和#20167相同并且已得到纠正。
20966:重新进入对话框时,系统未返回对话框中的相同选项卡。这已更改,以便您返回到您正在使用的最后一个对话框选项卡。
20977:在车床钻孔刀具路径中,钻尖通常位于圆柱体的外侧,而相对侧的点被错误地过滤为重复点。现在,默认设置将Duplicate point checking设置为Off以解决此问题。
20982: Stockvw C-Hook现在是Lathe软件的一部分,不再作为单独的C-Hook工作。DLL已从版本9.1的C-Hooks目录中删除
21021:修复了Operations Manager右键单击菜单(选项,重新编号工具)中的“重新编号工具”选项,以便重新编号Mill和Lathe工具。
21038:与请求#19639相同并已更正。
21095:更正了版本9车床样品零件“Sub Spindle Demo2 - mm.mc9”,因此所有钻孔操作中的主轴速度不再为0(零)。
21169:在零件文件中使用库存转移操作,并将实体与库存平移到新位置,同时选择不“空白原始几何体”和“偏移”10个级别,该部件不会在第11级结束。第21级有一些数据,但不可见。这已得到纠正。
21174:与Bug#20729相同并且已得到纠正。
21176:在两个主轴中具有实体模型的零件文件中重新生成刀具路径时,实体在两个主轴之间来回闪烁。这已得到纠正。
21182:使用“车床作业设置”中的“导入设置”按钮从其他MC9文件导入刀具路径时,原点位置设置为系统默认值。这已得到纠正,现在维持原始操作值。
21183:通过Operations Manager从另一个MC9文件导入刀具路径时,原点位置设置为系统默认值。这已得到纠正,现在维持原始操作值。
21199:在特定方案中,Mastercam在第一个刀具路径和第三个刀具路径之间崩溃。这已得到纠正。
21204:在Groove工具路径的“完成参数”选项卡上设置“重叠”时,手动选择重叠位置会导致创建不正确的刀具路径。这已得到修复,因此您无法选择无法正常工作的选项。
21205:与Bug#20966相同并且已得到纠正。
21229:使用Lathe v9.0 SP1,如果在车床完成刀具路径的“完成参数”页面上选择“调整轮廓末端”按钮时出现的对话框上单击了“帮助”按钮,则会收到错误消息“无法找到上下文ID#7194“。这已在帮助文件中修复。
21242:新的v9.1验证TrueSolid在某个车床零件文件上崩溃。 此外,如果关闭TrueSolid,则在选择等轴测视图时,零件会切换到垂直方向。但是使用TrueSolid,它会在选择等轴测视图时显示水平方向。这已得到纠正。
21260:与Bug#20112相同并且已得到纠正。
21320:当Cplane设置为+ DZ且图形窗口中的多个点的直径坐标为0时,分析结果中缺少点之间的相对D和Z距离。这已被校正,以便如果一个或两个点在中心线上,则现在显示直径值。
21334:插入参数现在可用于罐装粗加工。这与常规粗糙刀具路径中使用的插入参数相同。唯一的区别是底切的插入被禁用,因为大多数机器不支持在罐装粗加工中的底切中插入。 但是您可以通过设置帖子问题3057来启用底切。这也已添加到帮助文件中。
21334:已添加帮助文档,用于新的车床功能,称为“墙壁退避”,在凹槽加工和罐装凹槽修整刀具路径中。
21405:已为罐装粗糙刀具路径中的新插入参数功能添加了帮助文档。
21414:如果使用Tool Stop编程Stock Advance,则应使用NCI调用LSOF,如以下示例所示:
1001
1111 100 2 9 9 5000 8 0 -0.01 0 0. 0. 0. 5. 0. 10. 1 0。
911
0. 0-0.0.0.0.0.0.0。
912
0 0 0 0 0 0 0 0 0 0
902
0 1 0.222 0. 0. 0. 1.375 -0.02 -0.01 0. 0. 0 0。
这是NCI文件中的错误,已得到纠正。换刀规则要求我们始终在换刀线(Gcode 1000,1001,1002)后快速移动(Gcode 0或1)。这是必需的格式,适用于所有刀具路径类型。
21461:粗糙和完成刀具路径在圆角处有凿孔。使用Backplot和Verify on,您可以看到它反转了角半径。这已得到纠正。
21471:根据正在使用的.CFG文件,随机出现“几何中存在重叠实体”的警告。这已得到纠正。
21501:验证TrueSolid或标准模式在执行C轴刀具路径时可能导致Kernel32.dll中的非法操作页面错误。这已得到纠正。
21505:在Lathe中重新生成锁定操作会导致调试消息“未知gcode”。这已得到纠正。
21519:使用刀具补偿延长轮廓可能会产生错误。这已得到纠正。
21600:刀具路径不正确,库存识别设置为“使用库存为外边界”。这已得到纠正。
21629:使用链条生成凹槽刀具路径,并关闭轮廓的延伸/缩短开始。然后使用延伸/缩短轮廓的开始并添加距离。轮廓的延长/缩短开始仍然关闭。这已得到纠正。
21662:验证显示Backplot和Mill Verify未显示的多轴钻取刀具路径中的凿孔。这已得到纠正。
21707:使用罐装粗加工循环(面)时,启用“将轮廓延伸到库存”时,存在不一致的快速移动。这已得到纠正。
21708:创建截止刀具路径并在参数中添加半径时,半径不会始终包含在刀具路径中。这已得到修复。
21784:当面向工具上的补偿变为中心时,对向操作不输出任何完成过程。这已得到纠正。
21841:在链槽完成中,在导入/导出对话框中,已禁用“延伸/缩短”和“添加线”选项,因为这些选项已在凹槽形状页面上。这已在帮助文件中更新。
22001:绘图工具功能不适用于2种特定类型的刀架(右手和左手ID槽支架)。这已得到纠正。
22002:无论您选择何种类型的补偿,车床粗加工刀具路径中的按钮刀具补偿都是刀具的中心。如果您选择除中心之外的任何补偿类型,这会导致编程错误。这已得到纠正。
22036:在Lathe Backplot中使用新的着色工具选项时,在退出并重新输入Backplot之前,着色不会生效。这已得到纠正。
22348:特定零件文件在操作粗糙,罐装完成和钻孔时正确发布。但是当操作罐装粗糙,钻孔和罐装表面时,它不会发布。交换操作使得罐头粗加工与钻孔操作相交。G71(粗加工)出现正确,但是罐装表面(G70)消失并被子程序取代。通过允许罐装面漆和罐头粗糙度之间的进料速率不同来解决这个问题。
22349:如果刀具路径按罐装粗加工,罐头加工和钻孔订购,则会生成正确的代码(G71和G70代码)。但是,如果它们被订购为罐装粗加工,钻孔,然后罐装完成,则没有为罐装完成周期生产G70代码。
 斯沃数控加工仿真软件机械电子 / 429.4M
斯沃数控加工仿真软件机械电子 / 429.4M
 NAPCB(彩色抄板软件)机械电子 / 6.6M
NAPCB(彩色抄板软件)机械电子 / 6.6M 立创eda软件机械电子 / 93.2M
立创eda软件机械电子 / 93.2M 斯沃数控加工仿真软件机械电子 / 429.4M
斯沃数控加工仿真软件机械电子 / 429.4M Altair FluxMotor 2021机械电子 / 286M
Altair FluxMotor 2021机械电子 / 286M NAPCB(彩色抄板软件)机械电子 / 6.6M
NAPCB(彩色抄板软件)机械电子 / 6.6M 立创eda软件机械电子 / 93.2M
立创eda软件机械电子 / 93.2M Altair FluxMotor 2021机械电子 / 286M
Altair FluxMotor 2021机械电子 / 286M altair inspire 2021破解版(结构分析) 附安装教程机械电子 / 2662 MB
altair inspire 2021破解版(结构分析) 附安装教程机械电子 / 2662 MB Altium Concord Pro 2021(电子元件管理工具) v4.0.1.34 破解版机械电子 / 2150 MB
Altium Concord Pro 2021(电子元件管理工具) v4.0.1.34 破解版机械电子 / 2150 MB 立创eda软件v6.4.20.6 官方版机械电子 / 45.9M斯沃数控加工仿真软件机械电子 / 429.4M
立创eda软件v6.4.20.6 官方版机械电子 / 45.9M斯沃数控加工仿真软件机械电子 / 429.4M win10eplan破解加密狗下载机械电子 / 1.10G
win10eplan破解加密狗下载机械电子 / 1.10G Antenna Magus破解版2020机械电子 / 1.83G
Antenna Magus破解版2020机械电子 / 1.83G 红外遥控编码分析仪机械电子 / 544KB
红外遥控编码分析仪机械电子 / 544KB 大宝剑串口助手机械电子 / 250KB
大宝剑串口助手机械电子 / 250KB 纸艺大师编辑器(Pepakura Designer)v4.2.4 中文版机械电子 / 17.0M
纸艺大师编辑器(Pepakura Designer)v4.2.4 中文版机械电子 / 17.0M 飞思卡尔烧写工具v13.03 绿色版机械电子 / 1.0M
飞思卡尔烧写工具v13.03 绿色版机械电子 / 1.0M FlashDLPrint(光固化技术切片软件)v2.1.4 官方版机械电子 / 20.3M
FlashDLPrint(光固化技术切片软件)v2.1.4 官方版机械电子 / 20.3M solidworks2019中文版(附教程)机械电子 / 10G
solidworks2019中文版(附教程)机械电子 / 10G










 dyned电脑版(戴耐德英语软件)教育学习
dyned电脑版(戴耐德英语软件)教育学习 360游戏大厅v3.8.7.1021 最新版游戏平台
360游戏大厅v3.8.7.1021 最新版游戏平台 tl wr710n升级固件v1.130415官方版路由器类
tl wr710n升级固件v1.130415官方版路由器类 数独计算器v1.2 免安装版教育学习
数独计算器v1.2 免安装版教育学习 播客录播助手v2.3.0.1 官方版屏幕录像
播客录播助手v2.3.0.1 官方版屏幕录像 My Secret Folder(文件夹加密工具)加密解密
My Secret Folder(文件夹加密工具)加密解密 蓝蚂蚁qq金牌网吧破解版20175.7 免费版其他应用
蓝蚂蚁qq金牌网吧破解版20175.7 免费版其他应用 加密魔镜加密解密
加密魔镜加密解密 鲁ICP备2021036634号-4
鲁ICP备2021036634号-4