- 软件



/中文/

/中文/

/中文/

/中文/

/中文/

/中文/

/中文/

/中文/

/中文/

/中文/
 7-zip下载v18.03 简体中文美化版
7-zip下载v18.03 简体中文美化版 Bubble Math(泡泡数学)v1.0 电脑版
Bubble Math(泡泡数学)v1.0 电脑版 EditPad Pro(多功能文本编辑器)v7.65 中文版
EditPad Pro(多功能文本编辑器)v7.65 中文版 彗星QQ资源文件读取器v2.1 绿色免费版
彗星QQ资源文件读取器v2.1 绿色免费版 ScanTransfer(无线传输工具)v2018 官方版
ScanTransfer(无线传输工具)v2018 官方版 Easy Equation Solver(在线方程式计算器)v1.8 官方版
Easy Equation Solver(在线方程式计算器)v1.8 官方版 动书编辑器(motionbook)v2018 官方版
动书编辑器(motionbook)v2018 官方版 Flash Renamer(批量重命名软件)v6.9 官方版
Flash Renamer(批量重命名软件)v6.9 官方版 字由客户端v2.0.0.4 官方版
字由客户端v2.0.0.4 官方版 Notepad2书签版(Notepad2 Bookmark Edition)v5.1 官方版
Notepad2书签版(Notepad2 Bookmark Edition)v5.1 官方版软件Tags:
丁香数控仿真软件是一款模拟真实数控机床操作软件,该软件主要针对数控机床模式操作而开发,提供与实际相符的机床控制面板,用户在软件上操作的图标以及数据比例与实物操作相同,软件为用户提供丰富的工具栏功能按钮,提供与实际同比例的仿真动画窗口,同比例的机床操作面板,在程序中支持将机床操作面板分成两部分,分为数控操作面板,机床操作面板,该软件非常适合该专业的学生学习数控技术,老师也可以通过该软件给学生讲解数控操作编程技术,需要的用户可以下载体验

支持M98子程序调用 及从子程序返回M99, 如下图所示
调用子程序的格式
M98 Pxxnnnn
xx:重复调用次数
nnnn:被调用的子程序号

支持G76螺纹切削复合循环,如下图
加工螺纹为ZM60×2,工件尺寸见图3.3.38,其中括弧内尺寸根据标准得到

支持G73仿形切削复合循环,如下图
设切削起始点在A(60,5);X、Z 方向粗加工余量分别为3mm、0.9mm;
粗加工次数为3;X、Z 方向精加工余量分别为0.6mm、0.1mm。其中点划线部分为工件毛坯

支持G72端面粗车复合循环,如下图
要求循环起始点在A(80,1),切削深度为1.2mm。退刀量为1mm,X 方向精加工
余量为0.2mm,Z 方向精加工余量为0.5mm,其中点划线部分为工件毛坯

三大数控系统G代码快速通读
一、数控车床系统G代码
×为本软件中不能用现象表达的指令


二、数控铣床系统G代码
×为本软件中不能用现象表达的指令


G92螺纹切削循环指令编程,如下图 (毛坯外形已加工完成)
编程如下:
O9006
N1 G54 G00 X35 Z104 (选定坐标系G55,到循环起点)
N2 M03 S300 (主轴以300r/min 正转)
N3 G92 X29.2 Z18.5 F3(第一次循环切螺纹,切深0.8mm)
N4 X28.6 (第二次循环切螺纹,切深0.4mm)
N5 X28.2(第三次循环切螺纹,切深0.4mm)
N6 X28.04 (第四次循环切螺纹,切深0.16mm)
N7 M30 (主轴停、主程序结束并复位)
1、G01直线插补指令编程,如下图 所示
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)

2、导入仿形工件: \安装目录\WorkP\LATH\9001.wrk,编程如下:
O9001
N10 G50 X100 Z10 (设立坐标系,定义对刀点的位置)
N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)
N30 G01 U10 W-5 G98 F120 (倒3×45°角)
N40 Z-48 (加工Φ26 外圆)
N50 U34 W-10 (切第一段锥)
N60 U20 Z-73 (切第二段锥)
N70 X90 (退刀)
N80 G00 X100 Z10 (回对刀点)
N90 M05 (主轴停)
N100 M30 (主程序结束并复位)
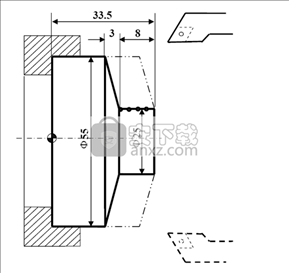
3、G02/G03圆弧插补指令编程,如下图
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)

4、或导入仿形工件: \安装目录\WorkP\LATH\9002.wrk
编程如下:
O9002
N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)
N20 M03 S400 (主轴以400r/min旋转)
N25 G50 S1000 (主轴最大限速1000r/min旋转)
N30 G96 S80 (恒线速度有效,线速度为80m/min)
N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)
N50 G01 Z0 G98 F60 (工进接触工件)
N60 G03 U24 W-24 R15 (加工R15 圆弧段)
N70 G02 X26 Z-31 R5 (加工R5 圆弧段)
N80 G01 Z-40 (加工Φ26 外圆)
N90 X40 Z5 (回对刀点)
N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)
N110 M30 (主轴停、主程序结束并复位)
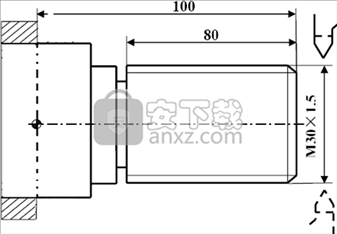
5、G32螺纹切削指令编程 如下图
格式:G32 X(U)__Z(W)__F__
说明:

X、 Z: 为绝对编程时,有效螺纹终点在工件坐标系中的坐标;
U、W: 为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;
F: 螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;
使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)

6、或导入仿形工件: \安装目录\WorkP\LATH\9003.wrk
上图,螺纹导程为1.5mm,
δ =1.5mm, δ ′ =1mm ,每次吃刀量(直径值)分别为
0.8mm、0.6 mm 、0.4mm、0.16mm、
编程如下:
O9003
N10 G50 X50 Z120 (设立坐标系,定义对刀点的位置)
N20 M03 S300 (主轴以300r/min旋转)
N30 G00 X29.2 Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm)
N40 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)
N50 G00 X40 (X轴方向快退)
N60 Z101.5 (Z轴方向快退到螺纹起点处)
N70 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)
N80 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)
N90 G00 X40 (X轴方向快退)
N100 Z101.5 (Z轴方向快退到螺纹起点处)
N110 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)
N120 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)
N130 G00 X40 (X轴方向快退)
N140 Z101.5 (Z轴方向快退到螺纹起点处)
N150 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)
N160 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)
N170 G00 X40 (X轴方向快退)
N180 X50 Z120 (回对刀点)
N190 M05 (主轴停)
N200 M30 (主程序结束并复位)
7、G90外圆固定循环指令编程,如下图
点画线代表毛坯。

编程如下:
O9004
G50 X40 Z3 (设立坐标系,定义对刀点的位置)
M03 S400 (主轴以400r/min 旋转)
G90 X30 Z-30 I-5.5 G98 F100 (加工第一次循环,吃刀深3mm)
X27 (加工第二次循环,吃刀深3mm)
X24 (加工第三次循环,吃刀深3mm)
M30 (主轴停、主程序结束并复位)
8、G94端面固定循环指令编程,如下图
点画线代表毛坯。
编程如下:
O9005
N1 G54 G90 G00 X60 Z45 M03(选定坐标系,主轴正转,到循环起点)
N2 G94 X25 Z31.5 K-3.5 G98 F100 (加工第一次循环,吃刀深2mm)
N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)
N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K 值为-3.5)
N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)
N6 M05 (主轴停)
N7 M30 (主程序结束并复位)
硬件要求:CPU:1.7G以上 内存256M,显示器17寸。
显示属性设置:分辨率1024×768、小字体(正常尺寸)显示。
版本说明:1.0版 含FANUC、华中数控系统。

 斯沃数控加工仿真软件机械电子 / 429.4M
斯沃数控加工仿真软件机械电子 / 429.4M
 NAPCB(彩色抄板软件)机械电子 / 6.6M
NAPCB(彩色抄板软件)机械电子 / 6.6M 立创eda软件机械电子 / 93.2M
立创eda软件机械电子 / 93.2M 斯沃数控加工仿真软件机械电子 / 429.4M
斯沃数控加工仿真软件机械电子 / 429.4M Altair FluxMotor 2021机械电子 / 286M
Altair FluxMotor 2021机械电子 / 286M NAPCB(彩色抄板软件)机械电子 / 6.6M
NAPCB(彩色抄板软件)机械电子 / 6.6M 立创eda软件机械电子 / 93.2M
立创eda软件机械电子 / 93.2M Altair FluxMotor 2021机械电子 / 286M
Altair FluxMotor 2021机械电子 / 286M altair inspire 2021破解版(结构分析) 附安装教程机械电子 / 2662 MB
altair inspire 2021破解版(结构分析) 附安装教程机械电子 / 2662 MB Altium Concord Pro 2021(电子元件管理工具) v4.0.1.34 破解版机械电子 / 2150 MB
Altium Concord Pro 2021(电子元件管理工具) v4.0.1.34 破解版机械电子 / 2150 MB 立创eda软件v6.4.20.6 官方版机械电子 / 45.9M斯沃数控加工仿真软件机械电子 / 429.4M
立创eda软件v6.4.20.6 官方版机械电子 / 45.9M斯沃数控加工仿真软件机械电子 / 429.4M win10eplan破解加密狗下载机械电子 / 1.10G
win10eplan破解加密狗下载机械电子 / 1.10G Antenna Magus破解版2020机械电子 / 1.83G
Antenna Magus破解版2020机械电子 / 1.83G 红外遥控编码分析仪机械电子 / 544KB
红外遥控编码分析仪机械电子 / 544KB 大宝剑串口助手机械电子 / 250KB
大宝剑串口助手机械电子 / 250KB 纸艺大师编辑器(Pepakura Designer)v4.2.4 中文版机械电子 / 17.0M
纸艺大师编辑器(Pepakura Designer)v4.2.4 中文版机械电子 / 17.0M 飞思卡尔烧写工具v13.03 绿色版机械电子 / 1.0M
飞思卡尔烧写工具v13.03 绿色版机械电子 / 1.0M FlashDLPrint(光固化技术切片软件)v2.1.4 官方版机械电子 / 20.3M
FlashDLPrint(光固化技术切片软件)v2.1.4 官方版机械电子 / 20.3M solidworks2019中文版(附教程)机械电子 / 10G
solidworks2019中文版(附教程)机械电子 / 10G











 dyned电脑版(戴耐德英语软件)教育学习
dyned电脑版(戴耐德英语软件)教育学习 360游戏大厅v3.8.7.1021 最新版游戏平台
360游戏大厅v3.8.7.1021 最新版游戏平台 tl wr710n升级固件v1.130415官方版路由器类
tl wr710n升级固件v1.130415官方版路由器类 数独计算器v1.2 免安装版教育学习
数独计算器v1.2 免安装版教育学习 播客录播助手v2.3.0.1 官方版屏幕录像
播客录播助手v2.3.0.1 官方版屏幕录像 My Secret Folder(文件夹加密工具)加密解密
My Secret Folder(文件夹加密工具)加密解密 蓝蚂蚁qq金牌网吧破解版20175.7 免费版其他应用
蓝蚂蚁qq金牌网吧破解版20175.7 免费版其他应用 加密魔镜加密解密
加密魔镜加密解密 鲁ICP备2021036634号-4
鲁ICP备2021036634号-4